I finally broke down and bought a 3D printer a little over a month ago. Armed with a stock CR-10S and a couple spools of PLA, I’ve been able to replace lost shelving components, close up some mason jars, print little shelves for my desk, and entertain friends with little widgets here and there. The magic of being able to command objects into existence never goes away!
Of course, it wasn’t long before I wanted to play with something different, and the flexible filaments, and especially the rubbery TPU, were a natural next step. Having seen the differences in printing even the same material, I wanted to get a feel for the TPU with something like this octopus. After releveling the bed, scouring the internet, and iteration on settings half a dozen times, I managed to produce this:

This print took seven hours, but I was just happy enough to have something that wasn’t a stringy mess. The setting I landed on for TPU were:
- 10 mm/s, largely owing to the fact that the CR-10S uses a Bowden tube to guide filament.
- Print temperature of 220C
- Bed temperature of 70C
- Layer height of 0.2 mm
- Initial layer height of 0.3 mm. This layer was thickened to help bed adhesion issues.
- Infill of 30%
There is nothing here about, say, retraction because I wanted to get a baseline for the material. Had this print failed, that would have been my next step, and it is still something I plan to experiment with to get speeds up.
Anyway, with the settings functional if very slow, I was feeling a bit more confident and wanted to try my hand at printing this mask. My cloth masks get too wet too fast, and I wanted to see if this could help. Anyway, printing this was… A learning experience. Let’s just get to it.

This is the mask cap, meant to be one side of a mechanism for holding a makeup pad in place. There is stringing that can be characteristic of high humidity, but there is also a bit of scorching near the top that makes me think 220C is too high of an extrusion temperature. Moving on to the base unit…
Alright, this is a mess. Let’s break it down:
- Looking at the model in Cura, the walls that are above the cap assembly are two layers thick. They don’t adhere very well, and there is some visible tearing in a few sections that make this… Not a mask.
- The crisscross stringing pattern in the upper layers is due to the geometry of the piece. There is a point where the head is no longer traversing in roughly a circle, but is laying filament on one side, then traveling to the other.
- Stringing closer to the bed reaffirms that I might have the temperature too high for this material.
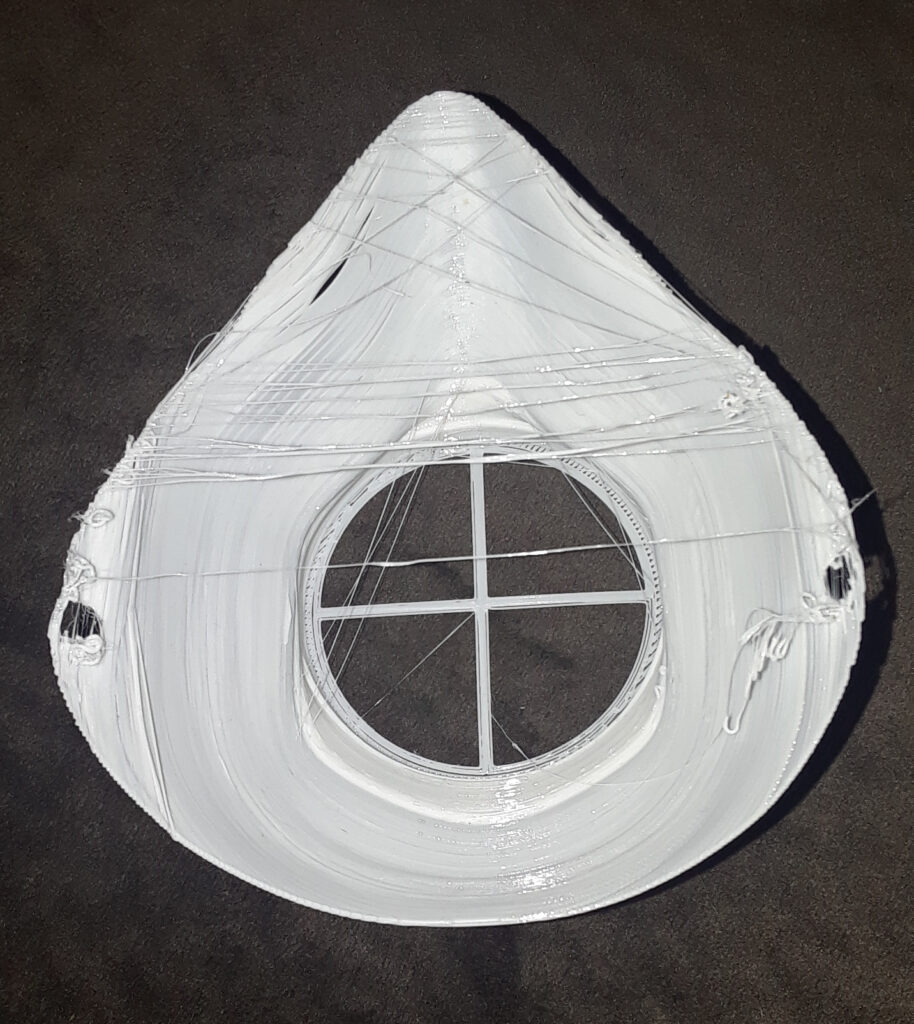
Looking at something from another angle:

Two things jump out at me here:
- A slightly more subtle example of the poor layer adhesion can be seen at the top, near where the mask is meant to be tied. This section is very fragile.
- Poor adhesion can be seen at the base, especially when squeezing. The layer height is 0.2 mm, and at this resolution, only a single layer is extruded for this cross part of the rear assembly.
Finally, something that I didn’t notice until giving the piece a more thorough look:

You can see pronounced tearing of single strands of TPU up the majority of the piece. I’m honestly still puzzling as to how that even happened.
So, there was a lot to be learned from this piece. I’m currently using the 1.75 mm TPU from Inland, and I gather from searching that it is softer than many of the more common brands. That said, I’ve learned that Bowden extruders have a hard time with printing flexible filaments owing the number of unwanted places for the filament to go, so this might be fighting an uphill battle.
But I don’t care! Early Days.